The fascination with that minuscule web of plastic, the living hinge, is warranted. Consider that besides the apparent indestructibility of such a seemingly under-engineered plastic strap:
1) it eliminates a part number, assembly, and all the QC, inventory, and labor cost of assembling multiple components
2) it assures exact match of texture and color of often times a highly aesthetic feature
3) it eliminates a layer of detailed features, fixtures, or assembly instructions required of mating disparate components
Any engineer who's had to fix 'cavity 12 of p/n 1234567 not fitting correctly into cavity 7 of p/n 3456789' appreciates pre-mated parts. But live hinges only work with "soft" and unfilled plastics like polypropylene or acetal, right? Our analysis allows you to design even with relatively hard glass-filled polyesters and nylons. Now the disclaimer: the most robust hinges are made from non-filled, highly elastic, low-molecular weight polymers that have been pre-conditioned (stretched) while still warm right out of the mold. Here we'll present basic principles for bending and an easy-to-use formula that will drive the web length for your design. Adding the disclaimer conditions back where possible, only increase the safety factor. So let's begin.
The principle we'll apply is pure bending.
In order to bend the strap that forms our hinge, it needs to be thin enough and long enough that the outer fiber of material does not exceed the tensile strength.
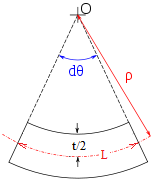
The angle through which the hinge rotates θ, is commonly 90° to 180° but any mechanically realistic angle is doable.
We'll assume the length is to be minimized since the longer the hinge, the harder to fill without introducing molding issues.
The smaller the radius of curvature, the shorter the length.
So it boils down to this equation: ρ = (E * t) / 2σ where ρ is radius of curvature, E is modulus of elasticity, t/2 is distance from neutral axis (or ½ thickness of web), and σ is maximum tensile stress.
What this says is: for a web thickness t, and material with properties E and σ, when bent to the critical radius of curvature ρ, a crack will form on the convex (tensile) surface of the web.
From our discussion above, there are practical limits to how thin the hinge can be and still be manufacturable.
Consulting the material supplier, running a mold flow analysis, or asking old toolmaked "Joe" for the tribal knowledge on minimum thickness that can be expected not to create processing problems, will lead you to that minimum practical dimension.
After solving for ρ, let's calculate length, based on how many degrees θ, you need to flex the hinge.
The hinge length L will be: L = π ρ θ / 180.
Adding in appropriate transition radii at both ends of the strap and putting some safety factor in will yield a basic hinge design.
Combining into one equation:
L=.0087266 θ E t / σ.
θ :
E :
t :
σ :
L =
For a worst case let's try this using a glass-filled PBT like Valox 420SEO, least manufacturable thickness of 1/10" , a 90° bend θ, max stress of 27000 psi, and mod of 1100000 psi L = 3.2".
Yes, this is an extreme length for a live hinge.
And it may be difficult to mold a 1/10" thick web over 3 inches long.
That's why glass-filled PBT is not a typical candidate for a live hinge.
All this tells us is that if the molder can assure a good fill, those dimensions will work at safety factor 1.
 We'll assume the length is to be minimized since the longer the hinge, the harder to fill without introducing molding issues.
The smaller the radius of curvature, the shorter the length.
So it boils down to this equation: ρ = (E * t) / 2σ where ρ is radius of curvature, E is modulus of elasticity, t/2 is distance from neutral axis (or ½ thickness of web), and σ is maximum tensile stress.
What this says is: for a web thickness t, and material with properties E and σ, when bent to the critical radius of curvature ρ, a crack will form on the convex (tensile) surface of the web.
From our discussion above, there are practical limits to how thin the hinge can be and still be manufacturable.
Consulting the material supplier, running a mold flow analysis, or asking old toolmaked "Joe" for the tribal knowledge on minimum thickness that can be expected not to create processing problems, will lead you to that minimum practical dimension.
After solving for ρ, let's calculate length, based on how many degrees θ, you need to flex the hinge.
The hinge length L will be: L = π ρ θ / 180.
Adding in appropriate transition radii at both ends of the strap and putting some safety factor in will yield a basic hinge design.
Combining into one equation:
We'll assume the length is to be minimized since the longer the hinge, the harder to fill without introducing molding issues.
The smaller the radius of curvature, the shorter the length.
So it boils down to this equation: ρ = (E * t) / 2σ where ρ is radius of curvature, E is modulus of elasticity, t/2 is distance from neutral axis (or ½ thickness of web), and σ is maximum tensile stress.
What this says is: for a web thickness t, and material with properties E and σ, when bent to the critical radius of curvature ρ, a crack will form on the convex (tensile) surface of the web.
From our discussion above, there are practical limits to how thin the hinge can be and still be manufacturable.
Consulting the material supplier, running a mold flow analysis, or asking old toolmaked "Joe" for the tribal knowledge on minimum thickness that can be expected not to create processing problems, will lead you to that minimum practical dimension.
After solving for ρ, let's calculate length, based on how many degrees θ, you need to flex the hinge.
The hinge length L will be: L = π ρ θ / 180.
Adding in appropriate transition radii at both ends of the strap and putting some safety factor in will yield a basic hinge design.
Combining into one equation: